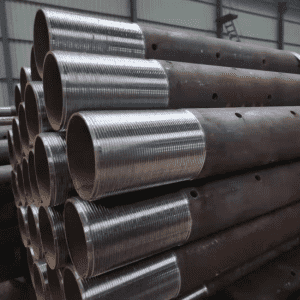
భారీ వాల్ స్టీల్ పైప్



భారీ గోడ అతుకులు లేని స్టీల్ పైప్ యొక్క ఉత్పత్తి మరియు తయారీ ప్రక్రియను కోల్డ్ డ్రాయింగ్, కోల్డ్ రోలింగ్, హాట్ రోలింగ్ మరియు హాట్ ఎక్స్పాన్షన్గా విభజించవచ్చు.ఉక్కు పైపు యొక్క పదార్థాలు 10, 20, 35 మరియు 45, వీటిని సాధారణ ఉక్కు పైపు అని పిలుస్తారు.అప్లికేషన్ ప్రకారం, దీనిని స్ట్రక్చరల్ సీమ్లెస్ స్టీల్ పైపు, రవాణా కోసం అతుకులు లేని స్టీల్ పైపు, బాయిలర్ కోసం అతుకులు లేని స్టీల్ పైపు, బాయిలర్ కోసం అధిక పీడన అతుకులు లేని స్టీల్ పైపు, రసాయన ఎరువుల పరికరాల కోసం అధిక పీడన అతుకులు లేని స్టీల్ పైపు మరియు అతుకులు లేని స్టీల్గా విభజించవచ్చు. జియోలాజికల్ డ్రిల్లింగ్ పైప్;చమురు డ్రిల్లింగ్ కోసం అతుకులు లేని ఉక్కు పైపు;పెట్రోలియం క్రాకింగ్ కోసం అతుకులు లేని ఉక్కు పైపు;ఓడ కోసం అతుకులు లేని ఉక్కు పైపు;కోల్డ్ డ్రా మరియు కోల్డ్ రోల్డ్ ప్రెసిషన్ అతుకులు లేని ఉక్కు పైపు;వివిధ మిశ్రమం పైపులు.అతుకులు లేని ఉక్కు పైపును ప్రధానంగా మెకానికల్ ప్రాసెసింగ్, బొగ్గు గని, హైడ్రాలిక్ స్టీల్ మొదలైన వాటిలో ఉపయోగిస్తారు.

మందపాటి గోడ అతుకులు లేని ఉక్కు పైపు యొక్క ముడి పదార్థం రౌండ్ ట్యూబ్ ఖాళీగా ఉంటుంది.రౌండ్ ట్యూబ్ ఖాళీని కత్తిరించే యంత్రం ద్వారా కత్తిరించబడుతుంది మరియు సుమారు 1 మీటర్ల పెరుగుదలతో బిల్లెట్ తాపన కోసం కన్వేయర్ బెల్ట్ ద్వారా కొలిమికి పంపబడుతుంది.బిల్లెట్ దాదాపు 1200 డిగ్రీల సెల్సియస్ వద్ద కొలిమిలో వేడి చేయబడుతుంది.ఇంధనం హైడ్రోజన్ లేదా ఎసిటలీన్.కొలిమిలో ఉష్ణోగ్రత నియంత్రణ ఒక కీలక సమస్య.కొలిమి నుండి రౌండ్ ట్యూబ్ డిశ్చార్జ్ అయిన తర్వాత, అది ఒత్తిడి పియర్సర్ గుండా వెళ్ళాలి.సాధారణంగా, కోన్ రోల్ పియర్సర్ చాలా సాధారణ పియర్సర్.ఈ రకమైన పియర్సర్ అధిక ఉత్పాదక సామర్థ్యం, మంచి ఉత్పత్తి నాణ్యత, పెద్ద చిల్లులు వ్యాసం విస్తరణ మరియు వివిధ రకాల స్టీల్ గ్రేడ్లను ధరించవచ్చు.పియర్సింగ్ తర్వాత, రౌండ్ బిల్లెట్ మూడు రోల్ క్రాస్ రోలింగ్, నిరంతర రోలింగ్ లేదా ఎక్స్ట్రాషన్ ద్వారా వరుసగా చుట్టబడుతుంది.వెలికితీత తర్వాత, ట్యూబ్ పరిమాణం కోసం తీసివేయాలి.పరిమాణ యంత్రం ఉక్కు పైపును రూపొందించడానికి కోన్ డ్రిల్ బిట్ను ఉక్కు ఖాళీగా అధిక వేగంతో తిప్పుతుంది.
ఉక్కు పైపు యొక్క అంతర్గత వ్యాసం సైజింగ్ మెషీన్ యొక్క డ్రిల్ బిట్ యొక్క బయటి వ్యాసం పొడవు ద్వారా నిర్ణయించబడుతుంది.పరిమాణం తర్వాత, ఉక్కు పైపు శీతలీకరణ టవర్లోకి ప్రవేశిస్తుంది మరియు నీటి స్ప్రే ద్వారా చల్లబడుతుంది.శీతలీకరణ తర్వాత, ఉక్కు పైపు స్ట్రెయిట్ చేయబడుతుంది.స్ట్రెయిట్ చేసిన తర్వాత, స్టీల్ పైప్ అంతర్గత లోపాన్ని గుర్తించడం కోసం కన్వేయర్ బెల్ట్ ద్వారా మెటల్ ఫ్లా డిటెక్టర్ (లేదా హైడ్రాలిక్ టెస్ట్)కి పంపబడుతుంది.స్టీల్ పైపు లోపల పగుళ్లు మరియు బుడగలు ఉంటే, అది గుర్తించబడుతుంది.ఉక్కు గొట్టాల నాణ్యత తనిఖీ తర్వాత, కఠినమైన మాన్యువల్ ఎంపిక అవసరం.స్టీల్ పైప్ యొక్క నాణ్యత తనిఖీ తర్వాత, సంఖ్య, వివరణ మరియు ఉత్పత్తి బ్యాచ్ సంఖ్య పెయింట్తో స్ప్రే చేయాలి.దానిని క్రేన్ ద్వారా గిడ్డంగిలోకి ఎక్కిస్తారు.
హెవీ వాల్ సీమ్లెస్ స్టీల్ పైప్
వేర్ రెసిస్టింగ్ సెల్ఫ్ లూబ్రికేషన్ హై కెమికల్ సబిలిటీ వివిధ పరిమాణం మరియు రకం
భారీ గోడ అతుకులు లేని స్టీల్ పైప్ యొక్క ఉత్పత్తి మరియు తయారీ ప్రక్రియను కోల్డ్ డ్రాయింగ్, కోల్డ్ రోలింగ్, హాట్ రోలింగ్ మరియు హాట్ ఎక్స్పాన్షన్గా విభజించవచ్చు.


ఉక్కు పైపు యొక్క పదార్థాలు ASTM 179, A106Gr.B, 1035 మరియు 1045, వీటిని సాధారణ కార్బన్ స్టీల్ పైపు అంటారు.
ఉక్కు పైపు యొక్క పదార్థాలు ST52 ,ASTM 5140,4140,4135,12XMФ, వీటిని సాధారణ మిశ్రమం ఉక్కు పైపు అంటారు.
ASTM A106Gr.B రసాయన కూర్పు మరియు యాంత్రిక లక్షణాలు

ASTM 1045 రసాయన కూర్పు మరియు యాంత్రిక లక్షణాలు

ASTM A179 రసాయన కూర్పు మరియు యాంత్రిక లక్షణాలు


ఏకరీతి మందం

అల్లాయ్ హెవీ సీమ్లెస్ స్టీల్ పైప్